El proceso de galvanización en caliente permite obtener un revestimiento continuo de zinc metálico, sobre la estructura de acero, mediante la inmersión de éstas en un baño de zinc fundido que se encuentra a una temperatura de 450 °C aproximadamente. Durante esta inmersión se produce una reacción metalúrgica entre el acero y el zinc, que da lugar a la formación de tres capas intermetálicas y una externa de zinc puro, logrando una “protección total”.
El principal objetivo de este proceso es evitar la corrosión sobre el hierro o acero, que pueden ocasionar la humedad y la contaminación ambiental. Este proceso se ha afianzado como el más fiable y económico para la protección total del hierro y acero frente a la corrosión.
Disponemos de un crisol con capacidad para galvanizar piezas con un máximo de 12,00 mts de largo, 3,20 mts de profundidad y 2,0 mts de ancho y un peso máximo de 10 Tn.
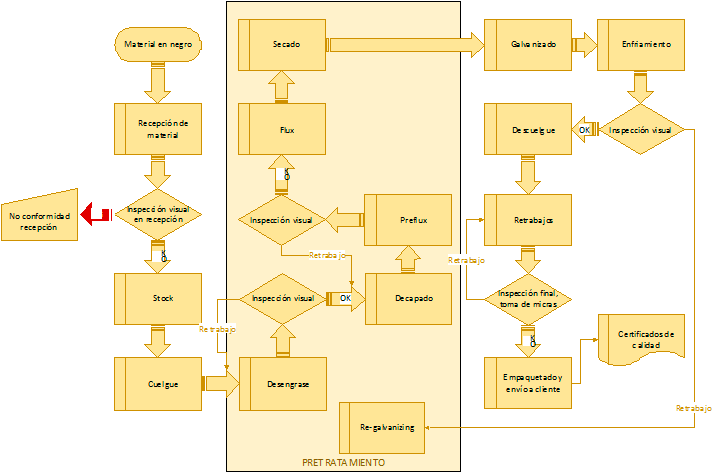
Proceso productivo
Ventajas del recubrimiento galvanizado
- Mayor vida útil: Un producto galvanizado por inmersión tiene una vida útil que varía de 20 a 40 años, dependiendo del grado de exposición.
| Velocidad de corrosión del zinc en diferentes atmósferas (según ISO 9223) | ||
| Categoría de Corrosividad | Ambiente | Pérdida media anual de espesor de zinc (µm) |
| C1 Muy baja | Interior: Seco | 0,1 |
| C2 Baja | Interior: Condensación ocasional | 0,1 a 0,7 |
| C3 Media | Interior: Humedad elevada y alguna contaminación del aire Exterior: Urbano no marítimo y marítimo de baja salinidad |
0,7 a 2,1 |
| C4 Alta | nterior: Piscinas, plantas químicas, etc. Exterior: Industrial no marítimo, y urbano marítimo |
2,1 a 4,2 |
| C5 Muy alta | Exterior: Industrial muy húmedo o con elevado grado de salinidad | 4,2 a 8,4 |
- Sin costo de mantenimiento: Una vez galvanizado el material, no es necesario realizar ningún tipo de mantenimiento.
- Garantía de recubrimiento: El galvanizado por inmersión asegura un recubrimiento de toda la pieza por dentro y por fuera
- Triple protección: barrera física, protección electroquímica y autocurado.
Normativa
- La calidad del zinc usado es conforme a la norma UNE-EN 1179, ASTM B6 e ISO 752; exigimos una calidad S.H.G 99,995% Zn min.
- El ensayo de adherencia cumple la norma galvanización en caliente UNE 37-501-88.
- El galvanizado por inmersión en caliente se hace en base a la Norma ISO 1461:2009: Recubrimientos de galvanización en caliente sobre piezas de hierro y acero, según la cual las piezas galvanizadas deben tener los siguientes espesores de Zinc
| NORMA ISO 1461:2009 Recubrimientos de galvanización en caliente sobre piezas de hierro y acero. |
||
| Espesor de la pieza | Espesor local del recubrimiento (mínimo) μm |
Espesor medio del recubrimiento (valor mínimo) μm |
| Acero > 6mm | 70 | 85 |
| Acero > 3mm hasta ≤ 6mm | 55 | 70 |
| Acero > 1.5mm hasta ≤ 3mm | 45 | 55 |
| Acero < 1.5mm | 35 | 45 |